Il suono viene convertito da segnali elettrici, di spostamento, di pressione e di altro tipo in segnali di vibrazione, che devono essere realizzati attraverso il diaframma. Un eccellente materiale a membrana dovrebbe avere proprietà complete come bassa densità, alta resistenza, elevata rigidità, elevata velocità di trasmissione delle vibrazioni e adeguata perdita di vibrazioni interne. I materiali del diaframma in lega di magnesio e magnesio hanno bassa densità, buona rigidità, smorzamento moderato e la loro densità e modulo specifico sono significativamente migliori di quelli di alluminio, acciaio inossidabile, titanio e altri materiali metallici.
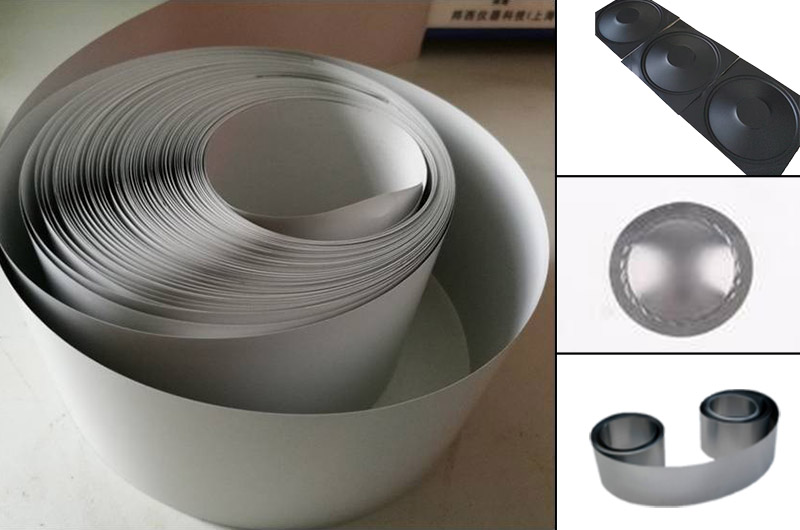
Nell'agosto 2018, ottimizzando il design della composizione della lega di magnesio-litio, controllando la densità della lega di magnesio-litio e migliorando le sue prestazioni di lavorazione, l'azienda ha preparato con successo una bobina di lamina di lega di magnesio-litio ultraleggera con uno spessore di soli 0,014 mm con il metodo del rotolo. Un foglio di lega di magnesio così sottile viene preparato per la prima volta in Cina e persino nel mondo. La lega di magnesio-litio ha un coefficiente di smorzamento specifico più elevato e un coefficiente di attrito interno, che favorisce la dissipazione di energia nel processo di vibrazione sonora, migliora la stabilità delle apparecchiature e può raggiungere un'alta fedeltà nelle applicazioni audio.
Dall'8 all'11 gennaio 2019, la nuova lamina in lega di magnesio-litio fornita dall'azienda è stata utilizzata dai clienti e i nuovi prodotti audio elaborati dall'azienda hanno fatto un'apparizione straordinaria all'International Consumer Electronics Show di Las Vegas, negli Stati Uniti, e il peso è stato ridotto di circa la metà, la sensibilità complessiva è stata migliorata di 1,5 ~ 2db, che è stato ben accolto dai partecipanti e dagli esperti, mostrando la superiorità del diaframma audio in lega di magnesio-litio rispetto ai clienti globali.

Prodotti in lamina di film sonoro
2.4.1 Filo di alluminio per brasatura dei metalli
Materiale di brasatura in lega di magnesio
Come uno dei metodi di giunzione dei materiali, la brasatura è una tecnologia di giunzione precisa nell'alta tecnologia di oggi ed è ampiamente utilizzata in molti settori. Il metallo di riempimento brasato utilizza principalmente leghe eutettiche i cui componenti principali sono gli stessi di quelli del metallo di base.
I materiali di saldatura sono materiali di riempimento necessari per la brasatura in alluminio e lega di magnesio e la saldatura a fusione e sono uno dei fattori importanti che determinano la tecnologia di saldatura e la qualità della saldatura. Come la preparazione di materiali di saldatura puliti in lega di alluminio e magnesio con superficie liscia e luminosa, che può efficacemente evitare l'adesione di inquinanti, può migliorare la qualità delle saldature e ridurre il verificarsi di difetti di saldatura come pori di saldatura e inclusioni.
Con l'applicazione su larga scala di strutture saldate in lega di alluminio e magnesio nelle industrie domestiche, la domanda di materiali di saldatura in lega di alluminio e magnesio è aumentata notevolmente. Secondo le statistiche, l'attuale consumo interno di filo di saldatura in lega di alluminio e magnesio è di quasi 10.000 tonnellate, pari a 1/3 della domanda totale mondiale, al primo posto nel mondo. Ma a partire da ora, i materiali di consumo per saldatura in alluminio e lega di magnesio di fascia alta dipendono quasi interamente dalle importazioni.
L'azienda ha sviluppato materiali speciali di brasatura per leghe di alluminio e magnesio di diverse specifiche utilizzando processi di colata sottovuoto, estrusione, laminazione e trafilatura, rompendo il monopolio straniero. Le principali specifiche del prodotto sono la lamina (0,01 ~ 0,08 mm) e il filo di saldatura (1 ~ 4 mm). Oltre ai materiali di brasatura convenzionali in alluminio e lega di magnesio, la lamina di brasatura non standard e il filo di saldatura possono essere personalizzati in base alle esigenze del cliente.
Composizione e proprietà fisiche di diverse leghe di magnesio saldobrasabili
|
ASTM Grado di lega |
Ingredienti (frazione di massa,%) |
densità/(g.cm-3) |
solidus/°C |
liquidus/°C |
Intervallo di temperatura di brasatura/°C |
|||||
|
Ale |
Zn |
Mn |
Zr |
Ri |
Mg |
|||||
|
AZ10A · |
1.2 |
0.4 |
0.20 |
- |
- |
Rem |
1.75 |
632 |
643 |
582 ~ 616 |
|
AZ31B · |
3.0 |
1.0 |
0.20 |
- |
- |
Rem |
1.77 |
566 |
627 |
582 ~ 593 |
|
AZ63A · |
6.0 |
3.0 |
0.25 |
- |
- |
Rem |
1.82 |
455 |
610 |
430 ~ 450 |
|
AZ91C · |
8.7 |
0.7 |
0.20 |
- |
- |
Rem |
1.81 |
468 |
598 |
430 ~ 460 |
|
K1A · |
- |
- |
- |
0.70 |
- |
Rem |
1.74 |
649 |
650 |
582 ~ 616 |
|
M1A · |
- |
- |
1.20 |
- |
- |
Rem |
1.76 |
648 |
650 |
582 ~ 616 |
|
ZE10A · |
- |
1.2 |
- |
- |
0.17 |
Rem |
1.76 |
593 |
646 |
582 ~ 593 |
|
ZK21A · |
- |
2.3 |
- |
0.60 |
- |
Rem |
1.79 |
626 |
642 |
582 ~ 616 |
Nota: 1. Il contenuto di Mn è il valore minimo. 2. ASTM-American Society for Testing and Materials
Proprietà meccaniche tipiche di diverse leghe di magnesio saldobrasabili
|
ASTM Grado di lega |
trattamento termico |
Carico di snervamento Re/Mpa |
resistenza alla trazione Rm/Mpa |
Allungamento A(%) |
|
AZ10A · |
F |
145 |
241 |
10 |
|
AZ31B,C |
F |
193 |
262 |
14 |
|
AZ31B · |
H24 · |
121 |
290 |
15 |
|
AZ31B · |
O |
152 |
255 |
21 |
|
AZ63A · |
C |
145 |
225 |
66 |
|
AZ91C · |
C |
145 |
225 |
6 |
|
K1A · |
F |
55 |
159 |
14 |
|
M1A · |
F |
138 |
234 |
9 |
|
M1A · |
H24 · |
186 |
255 |
9 |
|
M1A · |
O |
110 |
221 |
15 |
|
ZE10A · |
H24 · |
179 |
255 |
12 |
|
ZE10A · |
O |
138 |
228 |
23 |
|
ZK21A · |
F |
228 |
290 |
10 |
Nota: stato F-as-manufactured; Ricottura H24-incompleta dopo l'indurimento del lavoro per ottenere proprietà equivalenti a 1/2 stato duro; Stato temperato O; C-casting
Composizione e proprietà fisiche dei metalli di riempimento per brasatura in lega di magnesio commerciale
|
Grado di lega |
Composizione (frazione di massa, %) |
densità/g.cm-3 |
Solidus /°C |
liquidus/°C |
Intervallo di temperatura di brasatura/°C |
||||||
|
Ale |
Zn |
Mn |
Cu |
Essere |
Ni |
Altro |
|||||
|
BMg-1 · |
8.3-9.7 |
1.7-2.3 |
0.15-0.5 |
0.05 |
0.0002-0.0008 |
0.005 |
0.3 |
1.83 |
443 |
599 |
599-616 |
|
BMg-2a · |
11-13 |
4.5-5.5 |
- |
- |
0.0008 |
- |
0.3 |
2.10 |
410 |
565 |
570-595 |
|
MC3 · |
8.3-9.7 |
1.6-2.4 |
0-0.1 |
0-0.25 |
0.0005 |
0-0.01 |
< 0,3 |
1.83 |
443 |
599 |
605-615 |
Nota: AWS - American Welding Society
Composizione e proprietà fisiche del metallo di riempimento brasato in lega di magnesio per saldatura a bassa temperatura
|
Grado di lega |
Composizione (frazione di massa, %)) |
densità/(g.cm-3) |
Solidus /°C |
liquidus/°C |
Intervallo di temperatura di brasatura/°C |
|||
|
Ale |
Zn |
Mn |
Altro |
|||||
|
GA432 · |
2 |
55 |
- |
- |
4.7 |
330 |
360 |
495-505 |
|
P430Mg |
0.7-1.0 |
13-15 |
0.1-0.5 |
0.3 |
2.7 |
380 |
430 |
550-560 |
|
P380Mg |
2.0-2.5 |
23-25 |
0.1-0.5 |
0.3 |
3.0 |
340 |
380 |
480-500 |
|
P435Mg |
25-27 |
1-1.5 |
0.1-0.3 |
- |
2.1 |
435 |
520 |
520-560 |
|
P398Mg |
21-22 |
0.2-0.5 |
0.1-0.3 |
CD25-26 · |
3.7 |
398 |
415 |
430-500 |